It's a manufacturing error in the resto panel.
Barry says:
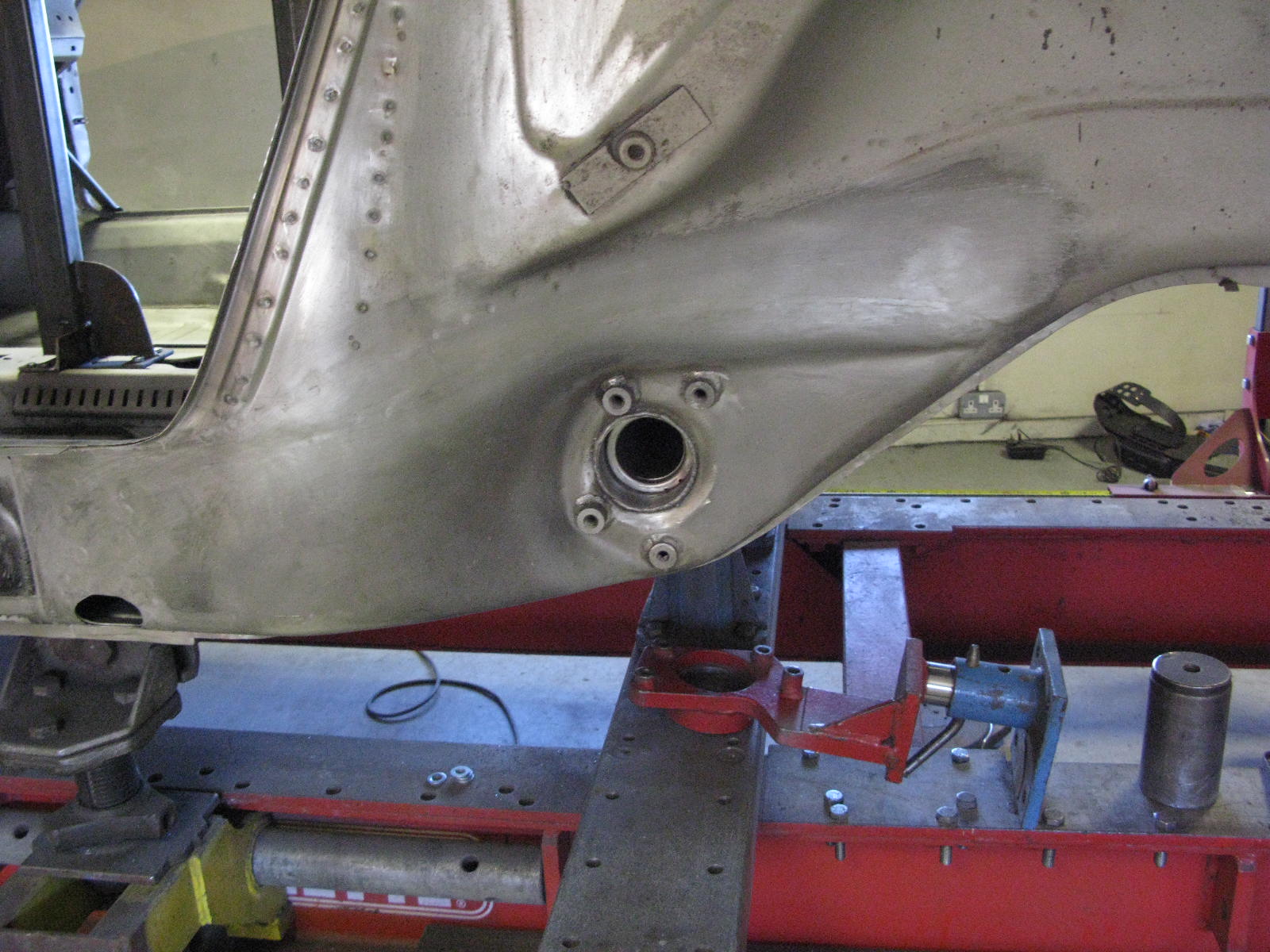
the Restoration Design panel for this area (sadly) comes pre-welded. The 'studs' fit a torque tube cover just fine, and with a cover bolted on, the cover and tube look pretty well aligned. As you can see though, the studs are off relative to the jig by about 4mm rotation. I can rectify this by grinding out all of the factory welds, filing out the mounting holes, and then re-welding everything together. Frankly it's a PITA job which will take about 2-3 hours per side.
I'm happy to rework these, or we can choose to say the cover and tube align O.K., they are rubber bushes with a bit of give, let's live with it.
I think my advice would be that if you are retaining rubber bushes, we leave alone (the current position won't affect suspension travel). If, on the other hand, you are going for any solid type bushing / bearing, then I think we'd better bite the bullet and re-work the area.
BTW, there's no way that this is down to the position of the actual panel on the car, everything else fits just so, including where it meets the actual tube.
I decided to re-do them. A PITA job that takes 2-3 hours per side. Sorry Barry.
Buyer beware on the Restoration Design panels... Although in fairness the Porsche ones are far from perfect. Both are ambitiously priced, and I'm not especially impressed by the quality:value ratio.